
Vibrating sieve technology is changing how the food industry handles filtration. Efficiency, product quality, and hygiene matter in every stage of food production. Traditional systems, such as tangential flow filtration, often struggle with membrane fouling and complex cleaning steps. Tray filtration can cause inconsistent results and frequent maintenance. These issues lead to higher costs and lower consistency in food processing. Modern solutions like the TP-ZS Series vibrating sieve offer reliable separation and support the high standards demanded in today’s food industry.
Key Takeaways
● Vibrating sieve technology boosts efficiency in food processing by reducing processing time and energy consumption.
● High product quality is achieved through effective separation of unwanted particles, ensuring only the best ingredients are used.
● Easy maintenance features, like tool-free disassembly, lead to reduced downtime and lower labor costs for food manufacturers.
● Hygiene and safety are enhanced with fully enclosed designs and quick-clean systems, minimizing contamination risks.
● Vibrating sieves support compliance with food safety standards, helping companies maintain product quality and consumer trust.
Vibrating Sieve Impact in Food Processing

Efficiency and Productivity Gains
Food processing plants must keep up with high demand and strict schedules. Vibrating sieve technology helps companies reach these goals. Modern vibrating sieve machines, like the TP-ZS Series, process large amounts of material quickly. This reduces waiting time and keeps production lines moving. The TP-ZS Series connects easily to conveyors, which means less need for extra storage and fewer steps in the process.
The table below shows how vibrating sieve systems improve productivity compared to older methods:
|
Benefit |
Description |
| Reduced Processing Time | High-capacity sieves process large volumes quickly, minimizing idle machine time and energy waste. |
| Lower Power Consumption | Modern vibrating motors consume 30–50% less power than older mechanical shakers. |
| Integration with Production Lines | Seamless connection to conveyors reduces the need for intermediate storage, cutting down on energy use. |
| Prevention of Waste | Efficient separation reduces product rejection rates, minimizing energy wasted on discarded materials. |
The TP-ZS Series also uses less energy than traditional filtration equipment. Ultrasonic sieving machines can use only one-fifth of the energy needed by older airflow systems. This helps food processing companies save money and protect the environment.
Enhanced Product Quality
Product quality is important in food processing. Vibrating sieve technology removes unwanted particles and ensures that only the best ingredients move forward. The TP-ZS Series features zero leakage and high uniformity, which means every batch meets the same high standard.
Many companies have seen better results after switching to vibrating sieve systems. For example:
|
Case Study |
Description |
| Studio Bakery | Replaced manual sieve with Russell Compact Sieve® to remove contamination from flour. |
| Brewery | Self-cleaning Russell Eco Filter® prevents filter cleaning downtime, ensuring consistent, reliable filling operations. |
| Tea and Coffee Premix Manufacturer | Increased throughput rates using the Finex Ultima™. |
| Cellulose Manufacturer | Boosted productivity by 30% using vibratory separators. |
| Specialist Flour Producer | Implemented multiple Russell Finex solutions to improve efficiency and reliability. |
These examples show that vibrating sieve machines help food processing plants deliver safe, high-quality products. The TP-ZS Series allows for quick mesh replacement in just 2-3 minutes, so companies can switch between different products without long delays.
Hygiene and Safety Improvements
Hygiene and safety are top priorities in food processing. Vibrating sieve systems support these goals with features that make cleaning and maintenance simple. The TP-ZS Series has a fully enclosed design, which keeps dust and particles inside the machine. This reduces the risk of contamination.
Many vibrating sieve machines allow tool-free disassembly. Workers can clean the equipment quickly and reach all areas. Quick-change mesh systems help manage allergens and prevent cross-contact between different foods. Ultrasonic deblinding technology keeps mesh holes clear, so the machine works smoothly and safely.
Note: In food processing environments, the ability to quickly change mesh screens and disassemble equipment without tools significantly reduces the risk of cross-contamination. This is especially important when handling allergenic ingredients, as it ensures that cleaning can be performed efficiently and effectively, thereby enhancing overall food safety.
The TP-ZS Series operates with low noise, which creates a safer and more comfortable workplace. Its automatic discharge feature removes impurities and coarse materials without stopping the process. This keeps food processing lines running smoothly and helps maintain high hygiene standards.
Benefits of Vibrating Sieve Technology
Reduced Material Loss
Minimizing waste is a top priority in the food industry. Vibration sieves help reduce material loss by separating unwanted particles from valuable ingredients. The TP-ZS Series uses an automatic discharge system that removes impurities without stopping the process. This feature keeps production lines efficient and prevents good material from being discarded. Multi-layer screening in vibration sieves also improves product uniformity. Each layer captures different particle sizes, so only the right materials move forward. This technology ensures that food products meet quality standards and customer expectations.
Easy Maintenance and Cleaning
Food manufacturers need equipment that is easy to clean and maintain. Vibration sieves are designed with smooth, crevice-free surfaces that prevent material buildup. Quick-release clamps allow workers to change screens without tools. The TP-ZS Series includes a drainable design, which avoids liquid pooling and supports clean-in-place (CIP) systems. Self-cleaning mechanisms keep mesh holes clear, so the machine works smoothly. The table below shows how these features make maintenance simple:
|
Feature |
Benefit |
| Smooth, crevice-free surfaces | Prevents material buildup |
| Quick-release clamps | Tool-free disassembly for screen changes |
| Drainable design | Avoids liquid pooling |
| CIP compatibility | Supports automated washing systems |
| Self-cleaning mechanisms | Prevents mesh blinding, ensures performance |
A bakery in Europe reduced downtime by 35% after switching to vibration sieves. Maintenance labor costs dropped by 25%, and throughput increased by 20%. These results show how easy maintenance leads to better productivity in food processing.
Continuous Operation
Continuous operation is essential for large-scale food production. Vibration sieves, including rotary vibrating sieve models, can process tons of material per hour. Multi-deck rotary vibrating sieve systems separate several particle sizes at once, which increases efficiency. Stainless steel construction ensures durability and meets food safety standards. These machines remove foreign materials like husks and stones, protecting both the product and equipment. The TP-ZS Series supports uninterrupted processing with its automatic discharge and long-lasting mesh.
● High-capacity rotary vibrating sieve models support continuous production lines.
● Multi-deck vibration sieves enable efficient separation in a single pass.
● Rotary vibrating sieve systems enhance food safety by removing contaminants.
Vibration sieves help food manufacturers achieve consistent results and meet strict industry requirements.
Screening and Rotary Vibrating Sieve Applications
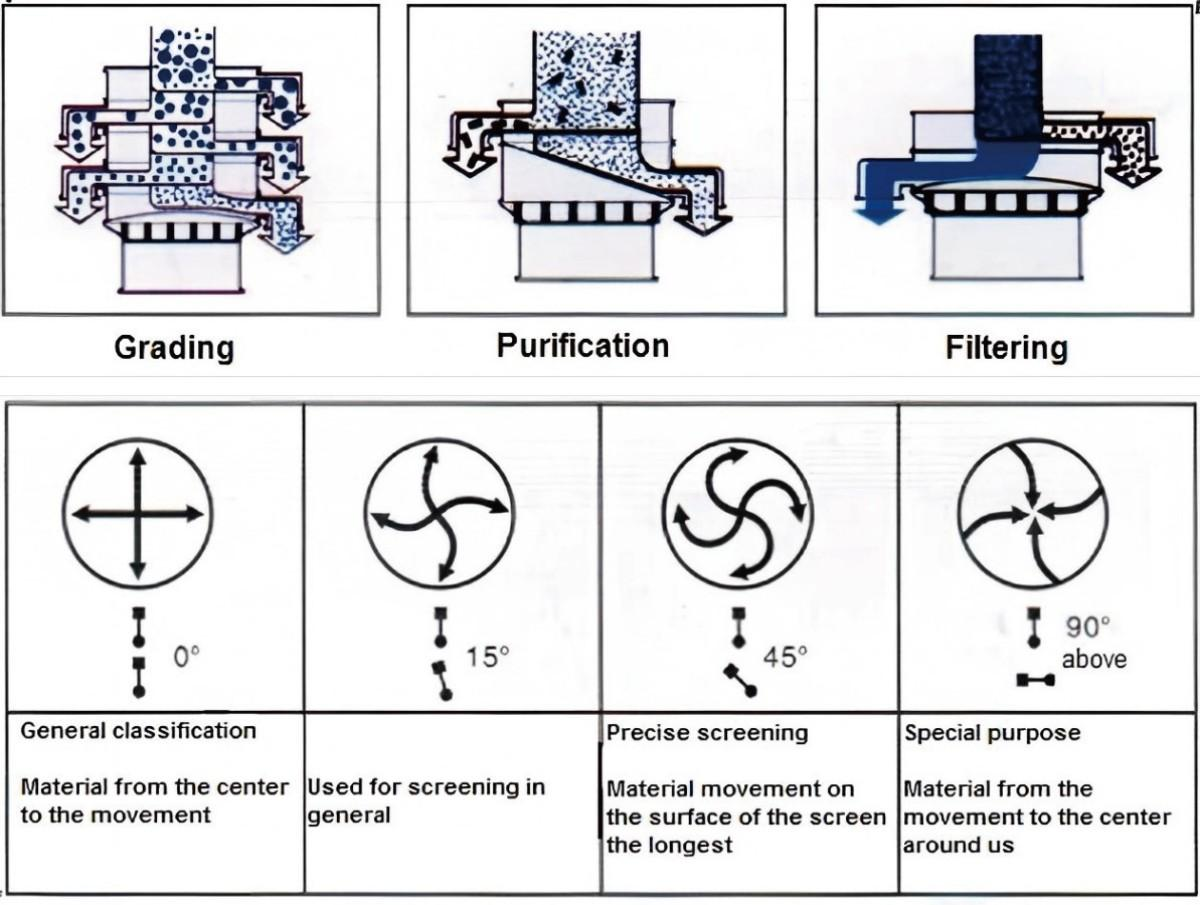
Ingredient Screening in Food Processing
Ingredient screening is a vital step in food manufacturing. Companies use vibrating sieve technology to achieve high screening efficiency and consistent results. Screening applications include grading nuts, seeds, lentils, and pulses by size. Food processors remove husks, stones, and dust from rice and wheat to improve product quality. Screening also helps classify sugar crystals and salt granules for uniform packaging. Spice blends and powdered dairy products benefit from screening to ensure consistency. These applications support high efficiency and reduce waste.
- Grading nuts, seeds, lentils, and pulses by size
- Removing husks, stones, and dust from rice and wheat
- Classifying sugar crystals and salt granules for uniform packaging
- Ensuring consistency in spice blends and powdered dairy products
Purification and Particle Separation
Purification and particle separation are essential for food safety. Vibrating sieve machines play a key role in these applications. They sift food ingredients to achieve uniform particle sizes and remove contaminants. This process supports strict quality control standards. Manufacturers invest in high-performance sieving equipment to meet global regulations. Separation of unwanted materials ensures product purity and safety. High screening efficiency is critical for compliance with international norms.
Note: Purification and separation processes help food companies meet safety standards and deliver reliable products to consumers.
Milling and Mixing Processes
Milling and mixing processes rely on screening and separation to maintain product quality. Vibrating sieve technology is used in several applications:
|
Application Area |
Description |
Benefits |
| Sifting Flour | Used in large-scale bakeries for flour processing. | Ensures even particle distribution for consistent baking and mixing results. |
| Processing Dairy Powders | Essential for handling powdered milk and similar products. | Removes foreign materials that compromise quality and supports compliance with safety standards. |
| Handling Fine Powders | Utilized for cocoa, baking powder, and cornstarch to maintain flowability. | Breaks up compacted powders for accurate measurement and improves dispersion in formulations. |
Screening efficiency improves mixing and milling outcomes. Separation of particles ensures accurate measurements and better dispersion.
Versatility of Mesh Sizes and Multi-Layer Configurations
Rotary vibrating sieve machines offer versatile screening applications. Mesh sizes range from coarse to fine, supporting different separation needs. Multi-layer configurations allow for simultaneous separation of various particle sizes. The table below shows common mesh sizes and their applications:
|
Mesh Size (Mesh) |
Particle Size (µm) |
Application Type |
| 10–40 | > 420 | Coarse materials (grains, aggregates) |
| 100 | < 149 | Fine powders (flour, pigments) |
| 200–500 | < 74 | Pharmaceutical ingredients |
Mesh selection and multi-layer screening improve high screening efficiency and separation accuracy. These features make vibrating sieve technology suitable for many food applications.
Compliance and Food Safety Standards
Meeting GMP and FDA Requirements
Food manufacturers must follow strict food safety standards to protect consumers and maintain product quality. GMP (Good Manufacturing Practice) and FDA regulations set clear rules for equipment design, cleanliness, and process control. Vibrating sieve technology helps companies meet these requirements. The TP-ZS Series features a fully enclosed structure that prevents dust and powder from escaping. This design supports hygiene and reduces contamination risks.
Many food processing plants face regulatory challenges. These include meeting HACCP guidelines, preventing contamination, and ensuring operator safety. Vibrating sieve machines, such as the TP-ZS Series, address these challenges by:
● Providing validated containment to minimize dust and powder emissions.
● Supporting safe handling of high-throughput products like flour and milk powder.
● Enabling quick mesh replacement for efficient cleaning and allergen control.
Note: Equipment that prevents contamination and supports easy cleaning helps companies comply with food safety standards and maintain a safe environment for workers.
Supporting Traceability and Quality Assurance
Traceability is essential in the food industry. Companies must track ingredients from source to finished product. Vibrating sieve technology supports traceability by ensuring consistent separation and reducing the risk of foreign materials entering the process. The TP-ZS Series allows for automatic discharge of impurities, which improves quality assurance.
Food safety standards require regular monitoring and documentation. Vibrating sieve machines make this easier by providing reliable performance and supporting clean-in-place systems. Multi-layer screening ensures that only the correct particle sizes move forward, which helps maintain product uniformity.
● Automatic discharge removes unwanted materials without stopping production.
● Mesh longevity reduces downtime and supports continuous monitoring.
● Multi-layer configurations allow for precise separation and quality control.
Food manufacturers rely on vibrating sieve technology to meet food safety standards, protect consumers, and maintain trust in their products.
Vibrating sieve technology is transforming food industry filtration in several ways:
1. Production efficiency has increased, and material loss has decreased.
2. Product quality and hygiene standards have improved.
3. Maintenance is easier, and compliance with food safety rules is stronger.
4. Food processors use vibrating sieves to purify ingredients and separate contaminants, which raises food safety and quality.
5. Industry surveys show that companies upgrade for enhanced efficiency, reduced maintenance, and versatility.
The TP-ZS Series offers advanced solutions for modern food processing. Ongoing innovation, including AI and IoT, will shape the future of food filtration.
FAQ
What makes vibrating sieve technology important in food processing?
Vibrating sieve technology improves food processing by increasing efficiency and supporting quality control. It removes impurities and helps maintain high quality. The compact and durable design fits easily into production lines. This technology supports sanitary food-grade applications and reduces contamination removal risks.
How does the screening method affect product quality?
The screening method separates particles by size. It ensures only the right materials move forward. This process improves quality and supports quality control. Food processors use vibrating sieves to remove impurities and achieve consistent results. The method helps maintain high standards in food production.
What are the benefits of automatic discharge during operation?
Automatic discharge removes impurities without stopping operation. This feature keeps processing lines efficient and supports quality control. It reduces downtime and helps maintain product quality. Food manufacturers rely on this technology to improve productivity and reduce waste.
How does cleaning impact food safety and quality?
Cleaning is essential in food processing. It prevents contamination and supports quality control. Vibrating sieve machines are easy to clean. This helps maintain sanitary food-grade applications and protects product quality. Regular cleaning reduces the risk of impurities and supports safe operation.
Which applicable materials can be processed with vibrating sieves?
Vibrating sieves handle many applicable materials. Food processors use them for grains, powders, and liquids. The technology supports quality control and contamination removal. It works well with flour, sugar, spices, and dairy products. The compact and durable design allows easy integration into processing lines.
Post time: Mar-26-2026