In modern industrial production, a mixer is far more than a simple blending machine, it is a critical piece of equipment that directly affects product quality, production efficiency, material consistency, and even brand reputation.
For manufacturers handling powders, granules, additives, or bulk solids, choosing the right mixer means achieving stable product performance while reducing waste, labor costs, and production risks.
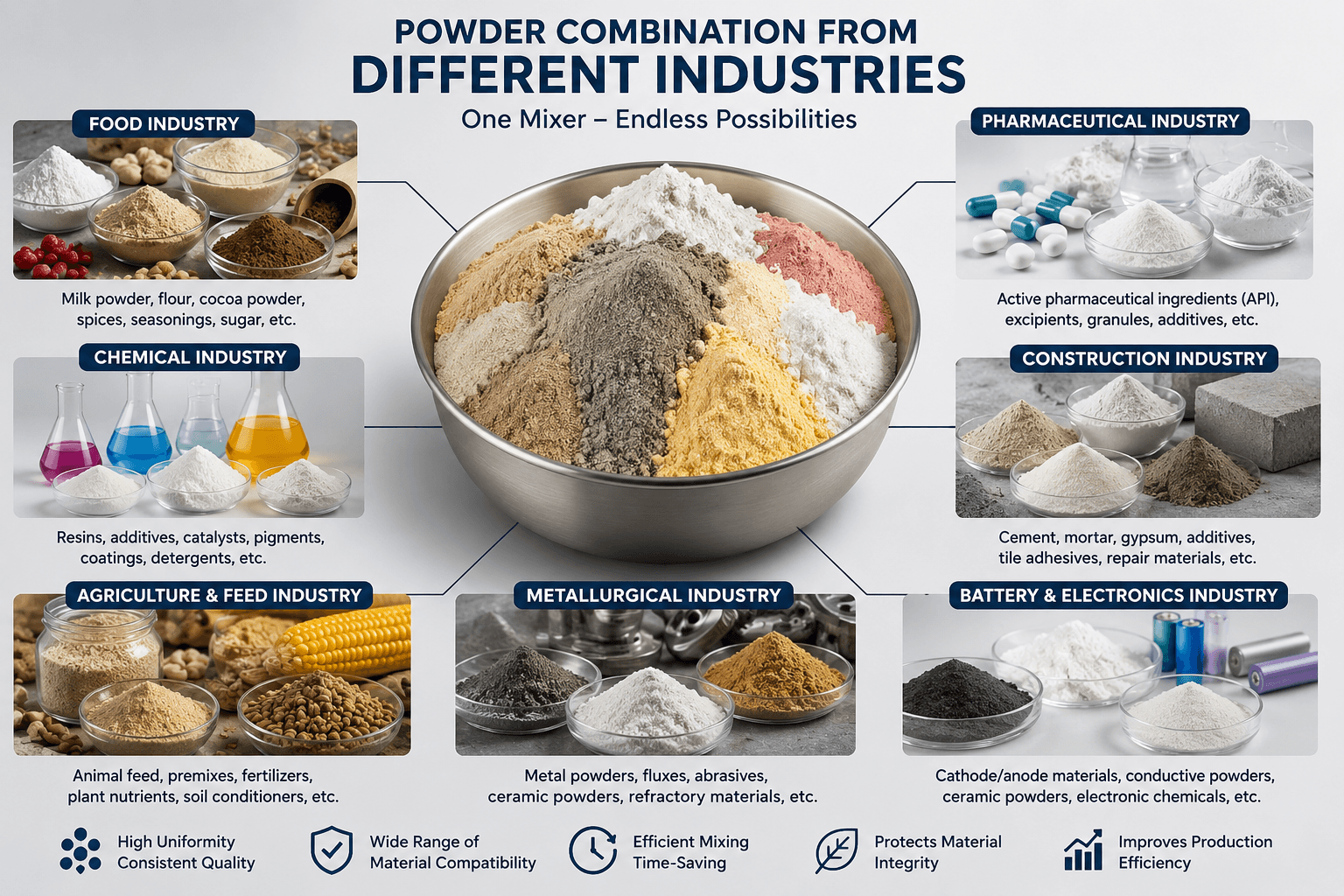
A dry powder mixer is specifically designed to evenly combine different materials through controlled mechanical movement such as convection, shearing, diffusion, and tumbling. By using advanced agitation structures — including ribbon, paddle, or conical mixing systems — the mixer ensures that every batch reaches a high level of uniformity, even when materials vary in particle size, density, or flowability.

From a client’s perspective, the general purpose of a mixer is not only “mixing materials together,” but solving real production challenges such as:
Preventing ingredient segregation
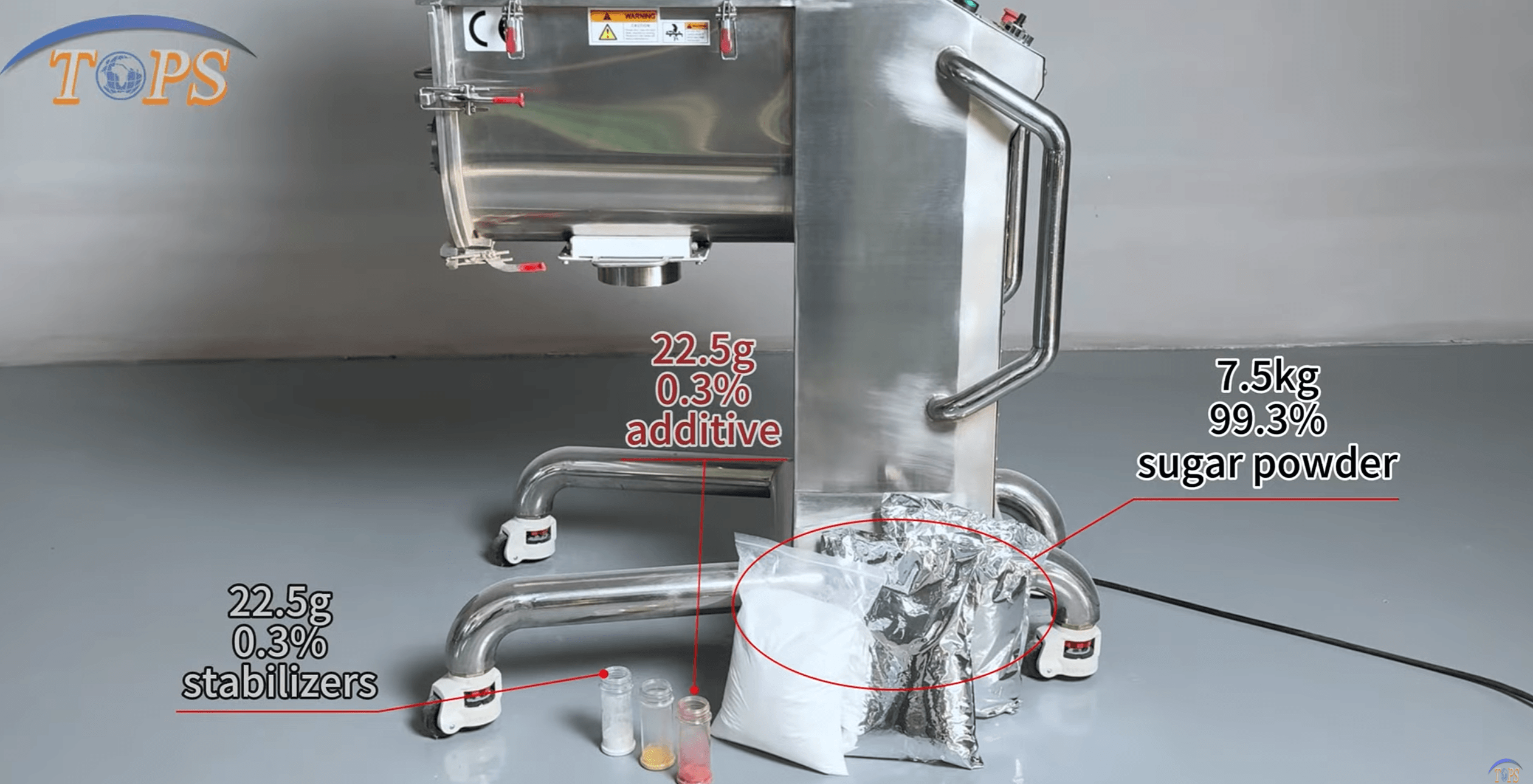
Improving product consistency between batches, Reducing mixing time and labor intensity
Protecting fragile or heat-sensitive materials
Increasing production capacity and operational efficiency
Meeting hygiene and quality control standards
Lowering material loss and cleaning downtime
Different mixer structures are developed for different production requirements.
The ribbon mixer is one of the most widely used general-purpose industrial mixers. Its double helical ribbon structure creates strong convective circulation inside the trough, allowing powders and granules to move in opposite directions simultaneously. This design provides fast mixing speed, excellent uniformity, and high production efficiency, making it ideal for industries such as food processing, chemicals, fertilizers, construction materials, and pharmaceutical powders. For manufacturers seeking stable output and large-scale continuous production, ribbon mixers offer an excellent balance between efficiency and operating cost.
Paddle mixers, on the other hand, are designed for materials requiring gentler handling. The angled paddle arrangement continuously lifts and throws materials into multi-directional motion while minimizing excessive shear force. This makes them especially suitable for fragile granules, seasonings, feed additives, and products with significant differences in particle size. Clients benefit from better particle integrity, lower damage rates, and more stable final product quality.
For high-value or sensitive materials, vertical double-cone mixers provide an even gentler mixing solution. Through slow rotational blending combined with gravity circulation, these mixers minimize friction and heat generation, helping protect heat-sensitive, wear-sensitive, or easily breakable materials. This design is commonly preferred in pharmaceutical, fine chemical, and specialty material industries where product integrity and contamination control are extremely important.
Today, industrial buyers are no longer simply purchasing a machine — they are investing in production reliability, product quality, and long-term operational efficiency. A properly selected mixer can help manufacturers improve competitiveness, reduce operating costs, and achieve more stable product performance in increasingly demanding markets.
Whether the goal is high-efficiency bulk production, gentle precision blending, or hygienic pharmaceutical processing, the right mixer becomes an essential solution for achieving consistent and reliable manufacturing results.
Post time: Jun-03-2026